Industry News
 2025.09.12
2025.09.12
 Industry News
Industry News
In recent years, the demand for sustainable and eco-friendly packaging solutions has increased across various industries. One type of packaging that has gained attention is the high barrier bag. These bags are designed to protect products from moisture, oxygen, light, and other environmental factors that can compromise quality. High barrier bags are commonly used for food, pharmaceuticals, and industrial products where maintaining freshness and safety is crucial. An Aluminum Foil Bag Factory can produce these high barrier bags in different sizes and specifications, meeting the unique needs of businesses looking for reliable packaging options.
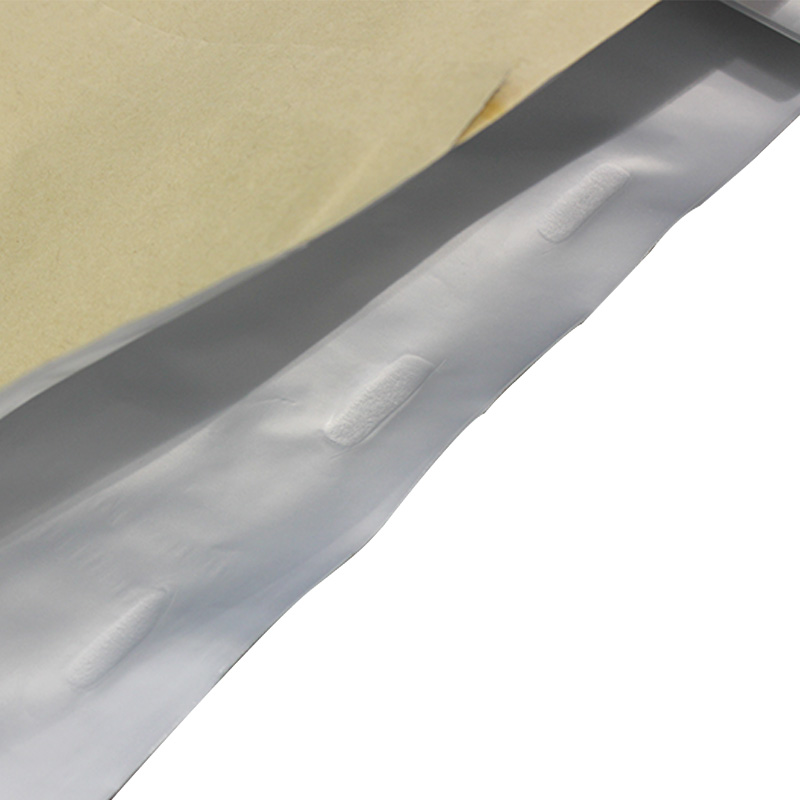
High barrier bags typically combine multiple layers of materials to provide strong protection. Aluminum foil is a common component, offering an effective barrier against light, moisture, and oxygen. Other layers may include polyethylene, polypropylene, or laminated films that add flexibility and strength. This combination ensures that the bag is not only durable but also maintains the integrity of the product inside. The layered construction also allows for customization in thickness, transparency, and sealing options, which can be adapted to the type of product being packaged.
Sustainability is an important aspect of modern packaging. High barrier bags can contribute to eco-friendly practices by reducing food waste and extending product shelf life. By keeping contents fresh for longer periods, these bags help prevent spoilage, which in turn reduces environmental impact. Some manufacturers are exploring recyclable and biodegradable materials for high barrier bags, making it easier for businesses to align with sustainability goals. Choosing a manufacturer that integrates responsible sourcing and production practices can further enhance the environmental benefits of using high barrier bags.
High barrier bags are versatile and suitable for a wide range of applications. In the food industry, they are commonly used for coffee, tea, snacks, frozen foods, and powdered products. The barrier properties help preserve aroma, taste, and texture over time. In the pharmaceutical sector, high barrier bags can protect sensitive medicines and supplements from humidity and contamination. Additionally, industrial products such as electronic components and chemicals benefit from the protective qualities of these bags, ensuring safe storage and transportation. This versatility makes high barrier bags an attractive option for businesses seeking durable packaging solutions.
Aluminum Foil Bag Factories often provide customization services to meet the specific needs of clients. Businesses can select bag size, shape, sealing methods, and printing options. Stand-up pouches, flat pouches, and gusseted bags are common formats, offering convenience and functional advantages depending on product type. Custom printing can include brand logos, product information, and regulatory details, helping companies maintain brand consistency while complying with industry standards. This flexibility ensures that high barrier bags are not only functional but also visually appealing and market-ready.
Maintaining consistent quality is essential for high barrier bags to perform as intended. Reputable manufacturers implement thorough quality control processes, including testing for barrier integrity, strength, and sealing performance. Aluminum Foil Bag Factories typically use advanced machinery and production techniques to achieve uniformity across batches. These measures ensure that every bag provides reliable protection and meets customer expectations, supporting businesses in delivering high-quality products to their consumers.
High barrier bags offer a practical and sustainable solution for businesses seeking protective and eco-friendly packaging. With their multi-layer construction, adaptability, and suitability for diverse applications, these bags help preserve product quality while contributing to sustainability initiatives. Working with an Aluminum Foil Bag Factory allows companies to access tailored options and maintain consistent quality, making high barrier bags a valuable choice for modern packaging needs.
Contact Information
 +86-13736914010
+86-13736914010
 Unit 1, Building 1, No. 61 Anye Road, Pandai Street, Wenzhou, Zhejiang, China.
Unit 1, Building 1, No. 61 Anye Road, Pandai Street, Wenzhou, Zhejiang, China.
Get in Touch
Copyright © Ruian Modern Packaging Co., Ltd. All Rights Reserved.

Composite Packaging Bag Manufacturer



 English
English Deutsch
Deutsch 中文简体
中文简体